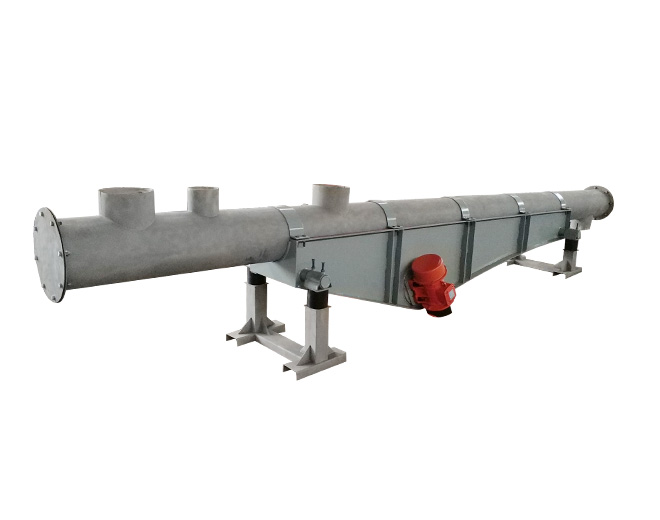
Features
1.Easily cleaned with no moving parts.
2.With fewer moving parts, vibrating conveyors have easy to clean surfaces and require less maintenance than other types of mechanical conveyors.
3.Energy efficient, low-horsepower requirements.
4.Unlike slope models, vibrating conveyors don’t require a ton of horsepower to move materials. Less horsepower leads to energy efficiency and lower operational costs.
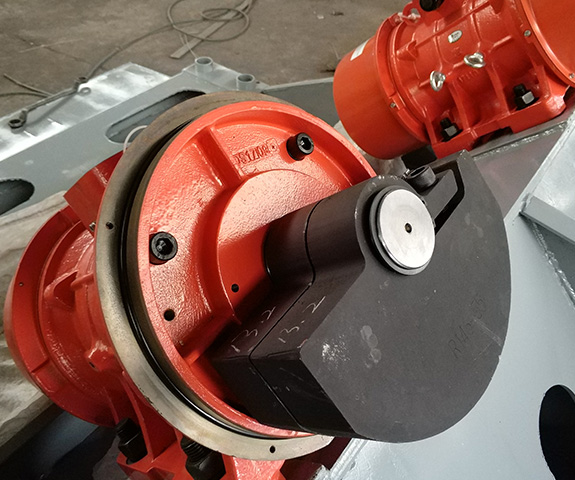
5.Extremely quiet operation.
6.An added benefit of the low horsepower requirements is an quiet overall operation, often registering between 60 and 75 A-weighted decibels (dBA).
7.Heavy duty, maintenance-free design.
8.The heavy duty design allows for a continuous operation, protecting against leaks and spillage that can lead to maintenance and downtime.
 Electromagnetic Sieve Shaker Rotary Vibrating Screen Ultrasonic Vibrating Screen Linear vibrating screen Sieve Shaker Swing Tumbling Screen 450 Filter Sieve Square Gyratory Screen Drum Trommel Screen Plane Gyratory Screen Direct Dishcarge Sifter Scraper Vibrating Screen High Frequency Vibrating Screen Airflow Screening Machine
Electromagnetic Sieve Shaker Rotary Vibrating Screen Ultrasonic Vibrating Screen Linear vibrating screen Sieve Shaker Swing Tumbling Screen 450 Filter Sieve Square Gyratory Screen Drum Trommel Screen Plane Gyratory Screen Direct Dishcarge Sifter Scraper Vibrating Screen High Frequency Vibrating Screen Airflow Screening Machine
.jpg)