Principle and classification of sieve shaker
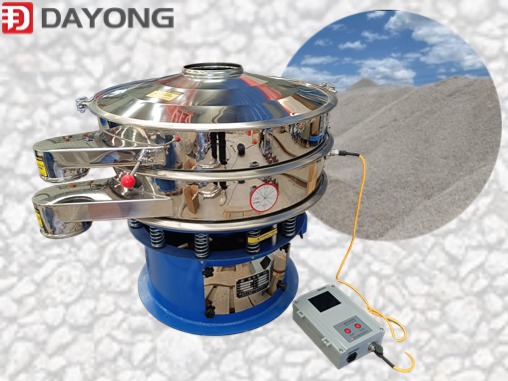
Sieve shaker is a commonly used separation equipment used to classify granular materials according to their size.Screen shaker is widely used in many fields such as chemical industry, pharmaceuticals, food, environmental protection, agriculture, etc., and play an important role in ensuring product quality, improving production efficiency, and achieving effective utilization of resources.
Screening principle:
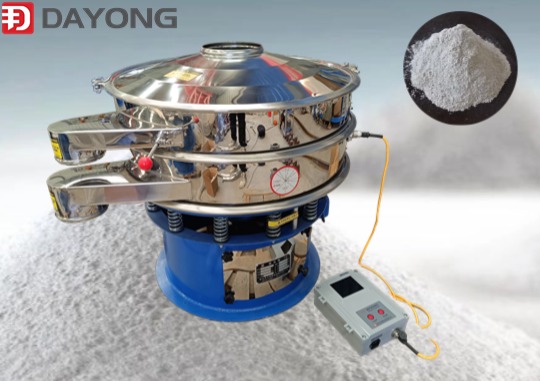
The sieve shaker classifies the materials through the screen mesh. The materials move relative to each other on the screen surface. The particles smaller than the screen hole pass through the screen hole, while the particles larger than the screen hole remain on the screen surface, thereby realizing the screening of materials.
Screening classification:
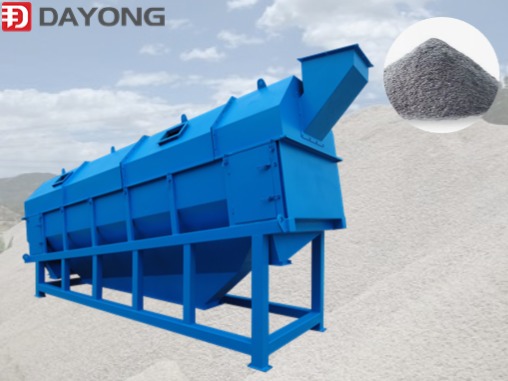
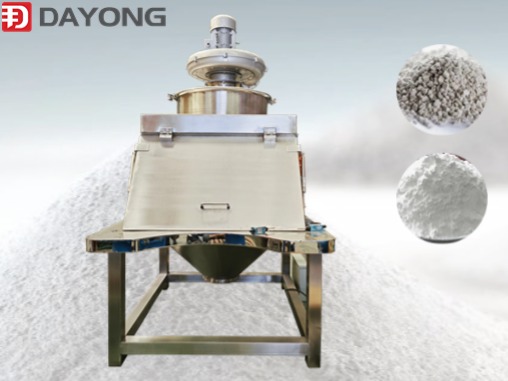
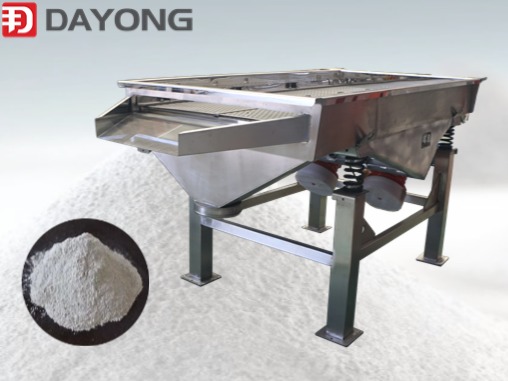
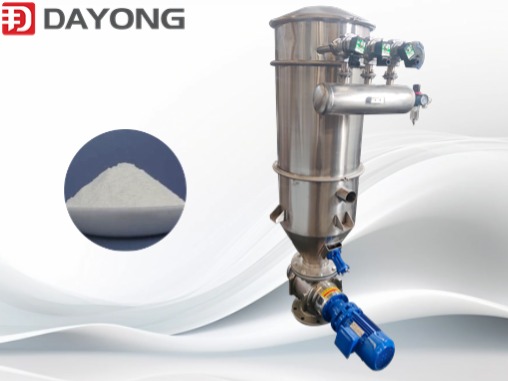
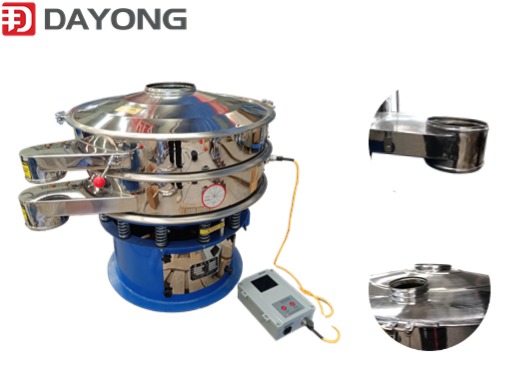
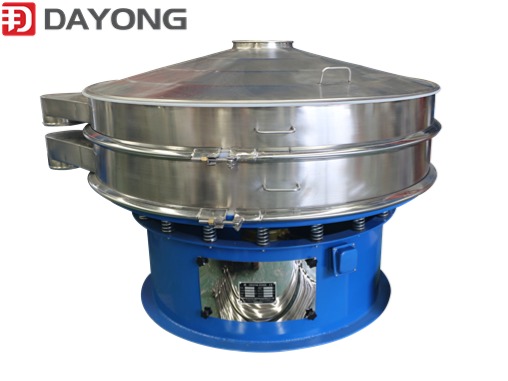
According to different screening methods,sifter shaker is be divided into dry sieves, wet sieves, vibrating sieves, air flow sieves and other types.
In order to improve the screening effect, the screening process needs to be optimized.Specific measures include selecting appropriate screens, adjusting screening time, optimizing material delivery, etc.By adjusting screening parameters and material delivery methods, the screening effect is ultimately optimized.